Industry
Application Guides
Whether you are transferring aggressive acids, dosing precise volumes of process chemicals, handling solvents and alkalis, or emptying drums and IBCs in a chemical manufacturing environment, selecting the right pump is crucial for safe, reliable, and efficient operation. The consequences of getting it wrong go beyond pump failure; chemical leaks, contamination, and compliance breaches all carry serious operational and legal risk. This guide covers the types of chemical processing pumps we offer to help you find the right solution for your application. For further information or specific questions, please contact us on +44 1332 913500.
When selecting a chemical processing pump, these six factors help to determine the right choice:
It sounds obvious, but chemical compatibility is where more chemical pump specifications go wrong than anywhere else. Every material the fluid touches, including the pump body, impeller, seals, diaphragms, O-rings, and hose, needs to be compatible with the specific chemical, at its specific concentration, and at its operating temperature. A material that handles one chemical perfectly can be destroyed by another. Always check your fluid against a compatibility chart before specifying, and if you’re unsure, give us a call.
Even a small leak of a hazardous chemical can have serious consequences for your team, the environment, and your regulatory standing. For the most aggressive or toxic fluids, seal-less pump designs are strongly recommended. AODD pumps eliminate shaft seals entirely through their diaphragm design; magnetic drive pumps go a step further, achieving containment through a magnetically coupled impeller with no shaft penetration at all. Where mechanical seals are unavoidable, double or cartridge seal arrangements provide a useful additional safety margin.
If your process involves flammable solvents, vapours, or combustible dusts, your pump needs to be ATEX certified, and that applies to both air-operated and electric pumps. Air-operated pumps are not automatically exempt, which is a common misconception. Electric pumps additionally need ATEX-certified motors, junction boxes, and ancillary components. Getting this wrong doesn’t just risk a fine; it can invalidate your site’s entire hazardous area classification.
Centrifugal pumps are great for thin, low-viscosity fluids, but their performance drops off quickly as viscosity rises. If you’re handling thick, paste-like, or high-viscosity chemicals, positive displacement pumps, such as AODD, peristaltic, or progressive cavity types, are a much better fit, maintaining consistent flow regardless of viscosity. Always check the centipoise (cP) or centistokes (cSt) rating of your fluid at its actual operating temperature, not just at room temperature.
If your process needs chemicals adding at a set rate, whether reagents, biocides, pH correction agents, or scale inhibitors, a standard transfer pump simply won’t cut it. Electronic dosing pumps are built for exactly this duty, delivering accurate, repeatable flow that can be dialled up or down and integrated with your process controls or SCADA system. Before specifying, confirm the accuracy required, the turndown ratio you need, and what control interface the pump needs to talk to.
A large part of day-to-day chemical handling is simply getting chemicals out of drums and IBCs safely. Drum pumps and IBC-mountable AODD pumps are purpose-built for this, giving you a clean, controlled way to empty containers of all sizes without the need for fixed pipework. The key thing to get right is material selection: the pump tube, impeller, seals, and motor all need to suit the specific chemical you’re handling, and if you’re working with flammable media, ATEX-rated motors are non-negotiable.
We’ve broken our recommendations down by application. Jump to the one that fits your needs:
Perfect For Bulk Chemical Transfer, Process Line Feeding, Solvent Handling & IBC Emptying
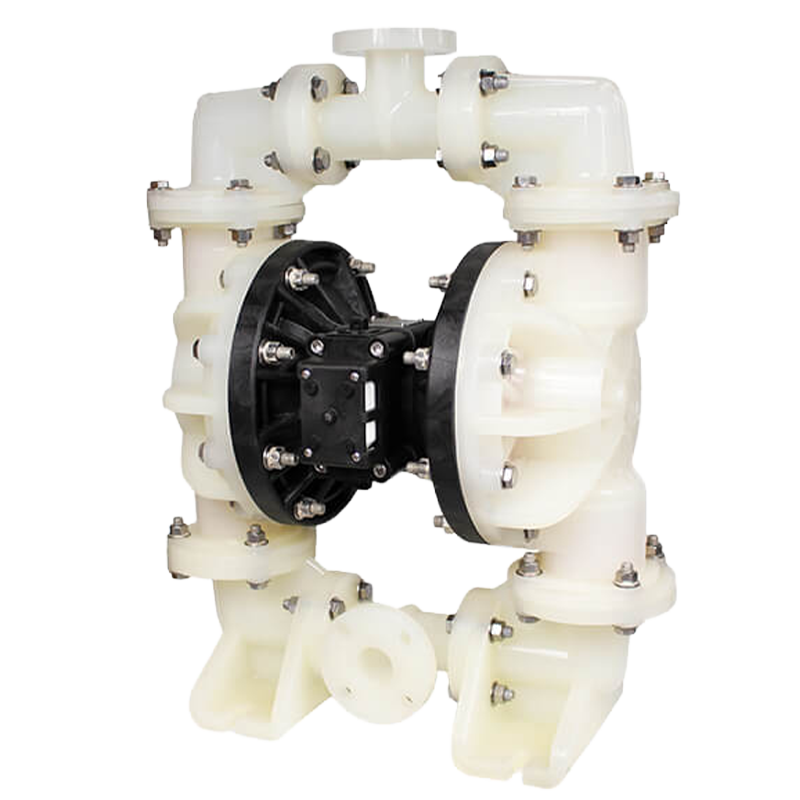
There’s a reason AODD pumps are the go-to choice across chemical processing and it’s easy to see why; they’re versatile, reliable, and forgiving. Seal-less construction, self-priming capability, and a huge range of available wetted materials make them well suited to almost any chemical transfer duty. From aggressive acids and alkalis through to solvents, slurries, and viscous process chemicals, there’s an AODD configuration to handle it.
Air-Operated Double Diaphragm (AODD) Pumps are available across a wide range of sizes, materials, and configurations to suit virtually any chemical transfer application. Material selection, including polypropylene, PVDF, stainless steel, aluminium, and cast iron with appropriate diaphragm and O-ring materials, determines chemical suitability.
 |
Graco ChemSafe Purpose-built AODD pump for aggressive chemical applications requiring the highest level of material compatibility and containment. Available in PVDF and other chemically resistant materials, the ChemSafe is designed specifically for acids, solvents, and corrosive process chemicals where standard pump materials would fail. |
 |
Dellmeco DM AODD pump designed for corrosive chemical transfer, surface treatment baths, acids, alkalis, and process chemical handling. Available in ATEX-certified variants and a range of chemically resistant materials for use in classified chemical processing environments. |
 |
Graco Husky Series Versatile AODD pump widely used across chemical processing for bulk transfer, process line feeding, and IBC emptying. Available in a broad range of wetted materials and sizes to handle corrosive acids, caustic liquids, solvents, and chemical slurries across a wide flow range. |
 |
Enviroflex EF Series AODD pump with broad chemical resistance and robust construction for chemical processing, pharmaceutical, and oil and gas transfer applications. Available in a range of wetted materials and diaphragm options to suit aggressive, corrosive, and hygienic process requirements. |
 |
Aro Classic, Compact, Expert, Pro, and PW Series A comprehensive AODD range spanning utility chemical transfer through to heavy-duty abrasive and high-viscosity chemical handling. The Expert Series is well suited to chemical transfer and filter press feed; the Pro and PW Series handle the most demanding corrosive and abrasive chemical applications. |
 |
Yamada DP, G, and NDP Series Reliable AODD pumps with broad chemical compatibility across acids, alkalis, solvents, and chemical slurries. Available in a wide selection of wetted materials including polypropylene, PVDF, stainless steel, and aluminium, with a range of diaphragm and valve options to match specific chemical requirements. |
 |
Nomad Pwr-Flo and Trans-Flo Series High-volume and medium-volume AODD pumps for demanding chemical transfer applications. The Pwr-Flo handles abrasive slurries and viscous chemical media; the Trans-Flo delivers smooth, consistent flow suited to metering and process line chemical supply duties. |
Electronically Operated Double Diaphragm (EODD) Pumps combine the seal-less safety of diaphragm technology with electric operation, delivering more precise flow control and significantly lower energy consumption than their air-operated equivalents, without requiring a compressed air supply.
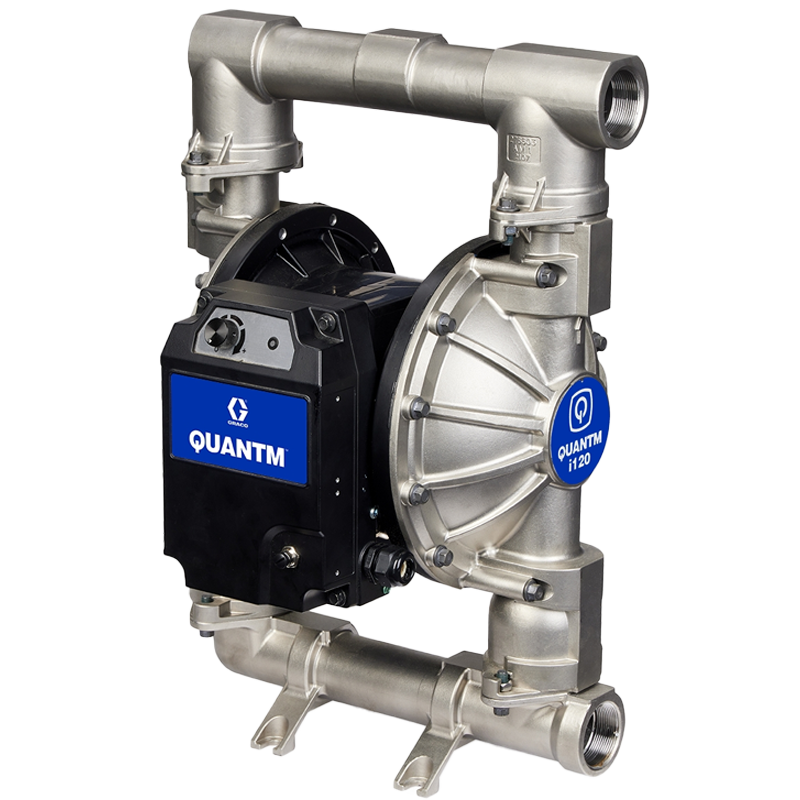 |
Graco Quantm Electrically operated double diaphragm pump for chemical processing, wastewater handling, and process fluid transfer. Offers the reliability and chemical resistance of AODD technology with electric-driven precision and significantly lower energy consumption than air-operated equivalents. |
 |
Dellmeco DME EODD pump for corrosive chemical transfer, surface treatment baths, acids, alkalis, oils, and coolants. Supports CIP cleaning systems and is available in ATEX-certified variants for use in classified chemical processing environments without a compressed air supply. |
Key benefits: Seal-less construction eliminates shaft seal leakage • Self-priming with no foot valve required • Simple, robust design with few moving parts • Broad wetted material selection for chemical compatibility • ATEX-rated options for hazardous zones • EODD variants available where air supply is unavailable
Perfect For Chemical Injection, pH Correction, Biocide Addition & Process Reagent Dosing
Getting the chemistry right often comes down to adding the right amount of the right chemical at the right time. Whether that’s pH neutralisation, disinfection, polymer addition, or reagent injection, you need a pump that delivers accurate, repeatable flow at low volumes and can be integrated with your process controls. A standard transfer pump won’t give you that; a dosing pump will.
Electronic Dosing Pumps provide precise, adjustable chemical addition with accurate repeatability, making them the standard choice for chemical injection and metering across water treatment, chemical manufacturing, and process control applications.
 |
ProMinent Gamma Series Precise electronic dosing pump for chemical injection, neutralisation, and process dosing across a wide range of industrial chemical applications. Suitable for stand-alone operation or integration with automated control systems, with optional process timer control for cyclic dosing duties. |
 |
ProMinent Beta Series Compact and reliable dosing pump for disinfection, chlorine dosing, biocide addition, pH correction, and general chemical metering. A popular choice for water treatment within chemical plants, cooling tower dosing, and chemical process lines requiring consistent, low-volume chemical addition. |
 |
ProMinent Sigma X Series Advanced intelligent dosing pump for volume-proportional chemical addition, neutralisation processes, and pulse-controlled metering in complex chemical processing applications. Suitable for fully integrated system operation with pulse input, analogue signal, or fieldbus control. |
Peristaltic Pumps offer an alternative metering and transfer solution where the fluid must only contact the hose, with no seals, valves, or glands to maintain or replace. Their inherent self-priming capability and gentle pumping action also make them suitable for shear-sensitive or abrasive chemical media.
 |
Enviroflex L Series Heavy-duty peristaltic pump for chemical, pharmaceutical, wastewater, and mining applications. Handles abrasive, corrosive, and shear-sensitive chemical fluids with gentle, low-shear pumping action. No seals, valves, or glands to maintain; the hose is the only wetted component, simplifying chemical compatibility. |
 |
Graco Solotech High-efficiency peristaltic pump for metering and transfer of caustic, abrasive, or shear-sensitive chemical materials. Delivers more flow per revolution than comparable models, with reversible operation for line emptying and no valves, seals, or glands to service. |
Key benefits: Precise, repeatable dosing at controlled flow rates • Integration with SCADA, PLC, and analogue control systems • Adjustable output across a wide turndown ratio • No contamination of dosed chemical • Peristaltic options where fluid must only contact the hose • Low maintenance with no valves or seals to replace
Perfect For Aggressive Acids, Toxic Chemicals, High-Purity Fluids & Zero-Emission Applications
When you’re handling something truly hazardous, whether that’s a toxic chemical, a highly reactive liquid, or something that simply cannot be allowed to leak, the standard approach of specifying a good mechanical seal isn’t good enough. Seal-less pump designs remove the risk altogether. Magnetic drive pumps achieve containment through a magnetically coupled impeller with no shaft penetration; diaphragm pumps achieve it through their flexible membrane. Both are the right call when the consequences of a seal failure are unacceptable.
Magnetic Drive Pumps are completely seal-less through magnetic coupling between the drive and impeller, with no shaft passing through the pump casing. This eliminates all risk of shaft seal leakage, making them the safest option for transferring toxic, aggressive, or high-purity chemicals.
 |
GemmeCotti HTM and HTT Series Seal-less magnetic drive pumps specifically engineered for transferring acids, aggressive chemicals, and dangerous liquids where zero leakage is mandatory. Completely seal-less construction with no shaft penetration eliminates the risk of seal failure in the most demanding chemical processing environments. |
 |
Flojet NDP, HPR, and NEMP Series A range of seal-less magnetic drive pumps for continuous-duty transfer and recirculation of aggressive chemicals, pure fluids, and corrosive liquids. The NDP suits chemical laboratory, light industrial, and general recirculation duties; the HPR is a high-pressure variant for applications requiring elevated outlet pressure; the NEMP covers specialist chemical recirculation duties. |
Centrifugal Chemical Pumps are used where higher flow rates are required and the fluid being handled is compatible with a mechanically sealed pump design. Specialist chemical centrifugal pumps are constructed from corrosion-resistant materials throughout.
 |
Braude Chemical Range Chemical-duty centrifugal pump constructed from corrosion-resistant materials for transferring acids, alkalis, solvents, and other aggressive process liquids at higher flow rates. Available in a range of materials and configurations to suit specific chemical applications across the process and manufacturing industries. |
 |
Jabsco Cyclone High-flow centrifugal pump for chemical transfer, industrial wash-down, and process fluid circulation. The Cyclone’s robust impeller design handles fluids with some solid content and is available in configurations suited to chemical environments requiring higher volume throughput. |
 |
Varisco J Series Self-priming centrifugal pump suitable for chemical processing duties handling moderately aggressive fluids, liquid feeds, and process water circuits. Its self-priming capability makes it well suited to installations where the pump sits above the fluid source or where prime may be lost between cycles. |
Key benefits: Complete elimination of shaft seal leakage risk • Magnetic drive options for zero-emission handling of toxic chemicals • Broad corrosion-resistant material options • Suitable for high-purity chemical handling where contamination is unacceptable • Available in configurations for laboratory, pilot plant, and full-scale production • Centrifugal options for higher-flow chemical transfer duties
Perfect For Chemical Drums, IBCs, Jerricans & Bulk Container Transfer
Much of the chemical handling in a typical processing facility isn’t about complex pipework systems; it’s about getting chemicals out of drums and IBCs cleanly and safely. Drum pumps are built for exactly this, dropping straight into the bung and transferring the contents without fuss or spillage. Material selection is the critical decision here: tube, impeller, seals, and motor all need to suit the specific chemical, and if you’re working with flammable solvents, an ATEX-rated motor is essential.
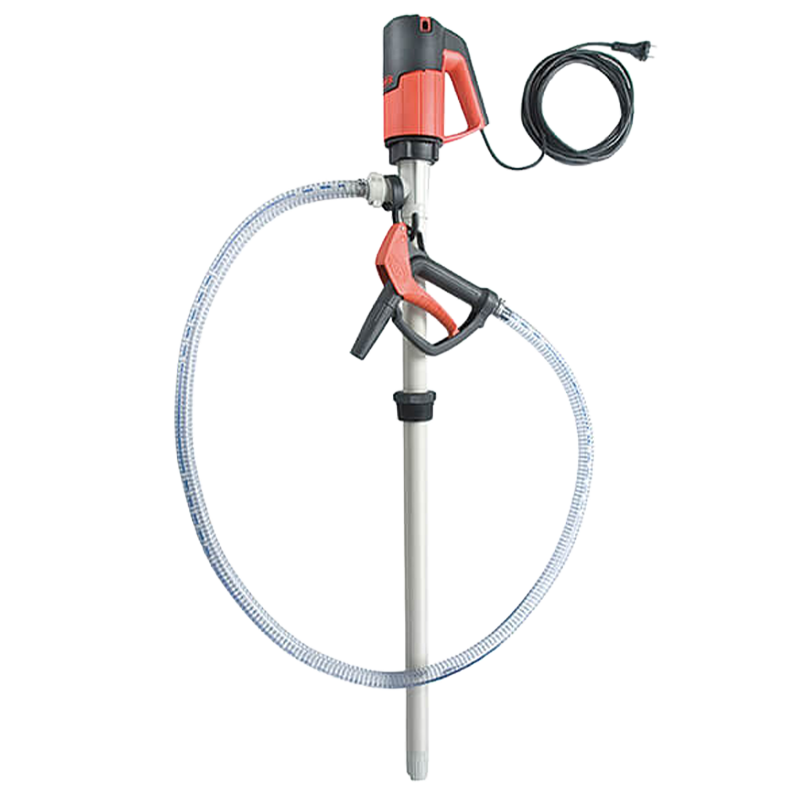
Drum Pumps are submersible tube pumps that insert directly into a drum or IBC bung, transferring the contents to a receiving vessel via a discharge hose. Flux offers the most comprehensive range of chemical drum pumps available, covering everything from general water-based chemicals through to concentrated acids and fuming acids.
 |
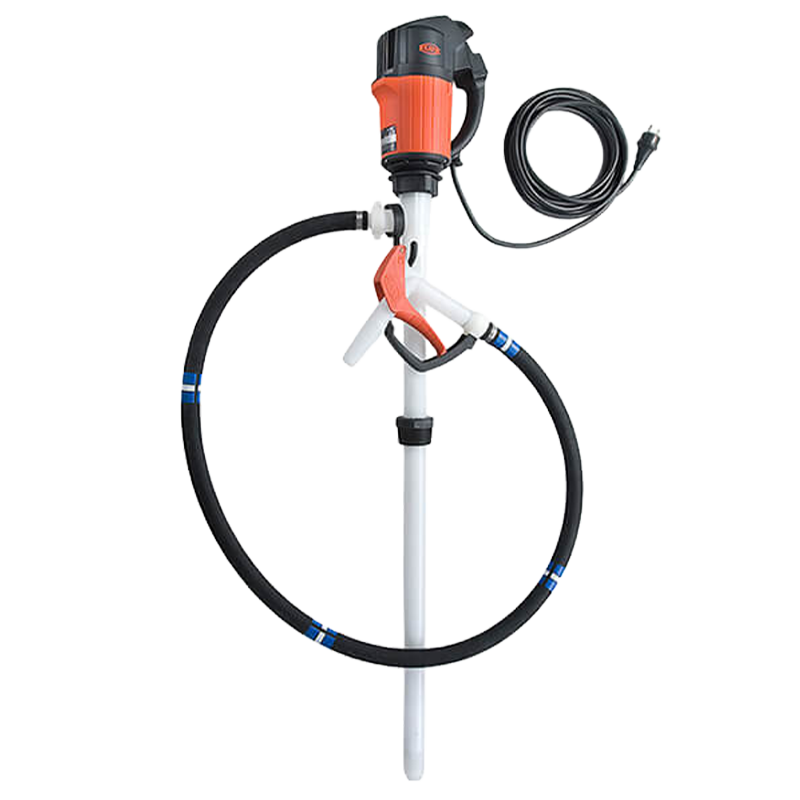
Flux Juniorflux Compact and economical drum pump for transferring a wide range of water-based chemicals, cleaning agents, and mild process chemicals from drums and small containers. A cost-effective entry-level option for general chemical drum emptying duties across laboratories, chemical stores, and production environments. |
 |
Flux Combiflux Versatile drum pump system for a broad range of chemicals including acids, alkalis, solvents, and aqueous solutions. Available with a range of tube materials and motor options, including ATEX-certified motors for flammable chemical handling in classified zones. |
 |
Flux Acids & Alkalis Range Specialist drum pump range engineered for safe transfer of strong acids and alkalis including hydrochloric acid, sulphuric acid, sodium hydroxide, and similar aggressive chemicals. Wetted components are constructed from highly resistant materials including polypropylene, PVDF, and stainless steel to ensure compatibility and safe operation. |
 |
Flux Concentrated Acids Range High-specification drum pump for the most demanding concentrated acid applications, including nitric acid, chromic acid, and other highly aggressive chemical media. Constructed from the most chemically resistant materials available, this range covers applications where standard chemical drum pumps would fail rapidly. |
IBC-Mountable AODD Pumps offer a practical alternative to drum pumps for IBCs and larger bulk containers, providing higher flow rates and the versatility to handle a wide range of chemical types through material selection.
|
Graco Husky Series (IBC Mounted) The Husky AODD range can be configured for IBC mounting, providing efficient, spill-free emptying of large chemical containers. Available in wetted materials to match a wide range of chemical types, with ATEX-rated options for flammable media. |
 |
Flojet G57, G70, LF, Duplex II, and Quad Series Compact air-operated diaphragm pumps for drum and IBC emptying of a wide range of chemicals including cleaning agents, food-grade chemicals, and process liquids. Available in materials including polypropylene and PVDF to suit specific chemical compatibility requirements. The Quad Series provides four-chamber pumping for smooth, near-pulsation-free flow. |
Key benefits: Safe, controlled, spill-free chemical transfer from drums and IBCs • Wide material selection across polypropylene, PVDF, stainless steel, and specialist alloys • ATEX-rated motor options for flammable and solvent-based chemicals • Drum pump options from general chemicals through to concentrated acids • IBC-mountable AODD pumps for higher flow rates • No fixed pipework installation required
Perfect For Viscous Chemicals, Shear-Sensitive Media, Flexible Impeller Duties & Progressive Cavity Applications
AODD and magnetic drive pumps cover the majority of chemical transfer duties, but not every application fits neatly into those categories. Flexible impeller pumps, progressive cavity pumps, and self-priming centrifugal pumps each have a role in chemical processing, particularly where low-shear handling, smooth non-pulsating flow, or self-priming from a surface source is what the process needs.
Flexible Impeller Pumps provide gentle, self-priming transfer of chemicals including those with some suspended solids content, and are particularly well suited to viscous chemical media that requires low-shear handling.
 |
Jabsco Industrial, Bronze Series, S10, and Utility Flexible impeller pumps for circulating and transferring a range of chemical process fluids including dyes, glycerine, brine, mild acids, and dilute chemical solutions. Self-priming and gentle in action, they suit chemical applications where low-shear transfer is required and where the fluid contains some solids or particulate. |
 |
Jabsco Pedestal Motor-mounted pedestal unit for stationary chemical process installations. Suited to circulating and transferring chemicals, soaps, pharmaceutical liquids, and process fluids in fixed installations where the pump forms part of a permanent process line. |
Progressive Cavity Pumps deliver smooth, non-pulsating flow for viscous, abrasive, or shear-sensitive chemical media where a diaphragm pump’s pulsation would be unacceptable or where a consistent metered volume is required at higher viscosity.
 |
Mono M Range Progressive cavity pump for chemical applications requiring gentle, smooth transfer of viscous, abrasive, or shear-sensitive media. Delivers consistent, non-pulsating flow and handles high-solids chemical media that would rapidly damage centrifugal or standard diaphragm pumps. |
Key benefits: Gentle, low-shear transfer for sensitive chemical media • Progressive cavity options for high-viscosity chemicals • Flexible impeller pumps for self-priming chemical circulation • Handles fluids with suspended solids without impeller damage • Smooth, non-pulsating flow for metering and process line duties • Wide range of seal and material options for chemical compatibility
Beyond pump selection, several additional components are essential for safe, efficient chemical processing operation:
We’re here to answer your questions and help you find the right pump for your chemical processing needs.
Fill in the form below and one of our friendly advisors will contact you.